Top 10 Conveyor System Solutions for Efficient Material Handling
In the fast-paced world of logistics, optimizing operations is crucial. Conveyor system solutions play a vital role in enhancing material handling efficiency. These systems are not just mechanical components; they are integral to the success of modern supply chains. Choosing the right conveyor system can significantly reduce downtime and improve productivity.
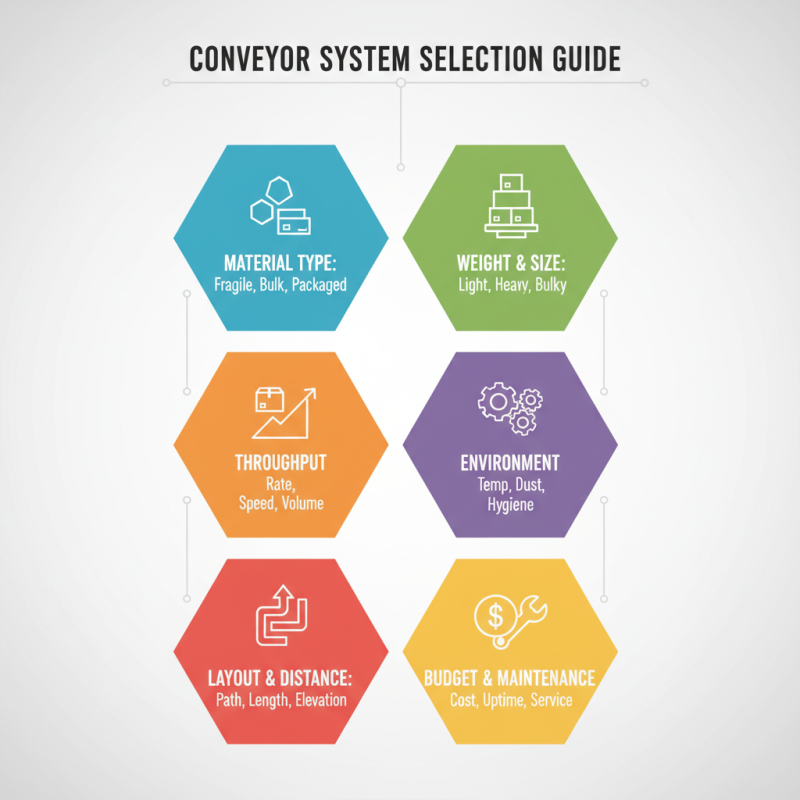
Various conveyor systems cater to different needs. From belt conveyors to roller systems, each type offers unique benefits. However, selecting the right solution can be overwhelming. Companies often struggle to understand which system aligns best with their operational goals. Understanding specific requirements is essential when evaluating these options.
Implementing the right conveyor system solutions can transform operations. Yet, it's also necessary to reflect on potential limitations. Some systems might require extensive maintenance or have a steep learning curve for staff. Acknowledging these challenges is essential for long-term success. Emphasizing both advantages and drawbacks leads to informed decisions.

Types of Conveyor Systems Used in Material Handling
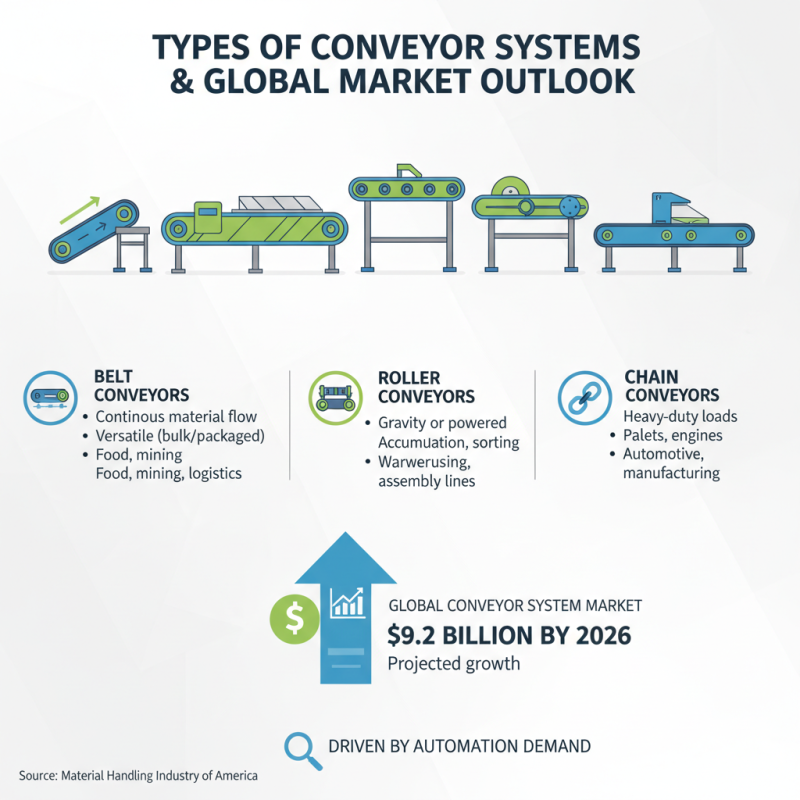
Conveyor systems are essential for effective material handling in various industries. These systems automate the movement of products, reducing the need for manual labor. According to a report by the Material Handling Industry of America, the global conveyor system market is projected to reach $9.2 billion by 2026. This growth is driven by increased demand for automated solutions.
There are several types of conveyor systems commonly used. Belt conveyors are perhaps the most recognized. They are versatile and suitable for a range of materials. Roller conveyors, on the other hand, are ideal for heavy loads. They allow for smooth product flow and easy accumulation. Overhead conveyors maximize floor space, an important consideration for warehouses.
However, choosing the right system requires careful evaluation. Each type has its advantages and limitations. For instance, belt conveyors may not be suitable for heavy, sharp, or hot materials. Roller systems can be noisy and may require more maintenance. Understanding these details is crucial for optimizing your material handling processes. Overall, knowledge of various conveyor systems can lead to improved efficiency and productivity in any operation.
Key Features and Benefits of Conveyor Systems
Conveyor systems are essential for efficient material handling. They maximize productivity and minimize labor costs. These systems use various technologies to transport materials from one location to another quickly and safely. Key features of conveyor systems include durability, speed, and flexibility.
One crucial benefit is improved workflow. By integrating conveyor systems, businesses can streamline operations. Employees can focus on more critical tasks, increasing overall efficiency. Additionally, automated systems reduce the risk of workplace injuries. Workers benefit from less manual handling of heavy items.
Tips for optimizing conveyor systems: Select a system based on specific needs. Consider the type of materials and the layout of your space. Regular maintenance is vital for longevity. Keeping the system in top condition prevents unexpected downtimes. Also, don’t overlook employee training. Proper understanding of the system can enhance safety and efficiency.
Continuous assessment is key. If a system isn’t meeting expectations, reevaluate its design and functionality. Always be open to making improvements. This adaptability can lead to significant operational enhancements. Efficient material handling is crucial for a competitive edge in today’s market.
Innovative Technologies in Conveyor System Solutions
The landscape of material handling is rapidly evolving with innovative conveyor system technologies. Recent industry surveys show that automated systems can increase productivity by up to 30%. These advancements reduce labor costs and enhance safety in workplaces. Smart conveyor systems equipped with real-time data collection can identify bottlenecks and optimize workflow. This enables companies to respond swiftly to operational challenges.
Data from the Material Handling Industry Statistics report indicates that 75% of facilities are investing in upgraded conveyor technology. These systems not only handle bulk materials but also manage complex assembly processes. The integration of robotics into conveyor systems is reshaping how tasks are performed, making them faster and more efficient. Companies adopting these technologies report fewer errors and increased throughput.
**Tip:** Regularly assess your current systems to identify areas for improvement. Small tweaks can lead to significant enhancements. Remember, investing in innovative solutions may yield higher returns after time. Aim for a balance between automation and human oversight to ensure safety while leveraging efficiency. Reflect on your company's specific needs; what works for one facility might not suit another.
Top 10 Conveyor System Solutions for Efficient Material Handling
| Solution |
Type |
Max Load Capacity (kg) |
Speed (m/s) |
Main Features |
| Modular Belt Conveyor |
Belt |
150 |
2.5 |
Customizable, Easy Maintenance |
| Roller Bed Conveyor |
Roller |
300 |
3.0 |
Low Friction, Energy Efficient |
| Slat Conveyor |
Slat |
200 |
2.0 |
Heavy-Duty, Versatile |
| Chain Conveyor |
Chain |
500 |
1.5 |
High Load Capacity, Heavy Materials |
| Flexible Conveyor |
Flexible |
100 |
2.8 |
Portable, Easy to Store |
| Overhead Conveyor |
Overhead |
250 |
1.0 |
Space-Saving, Ideal for Small Areas |
| Bucket Conveyor |
Bucket |
400 |
1.2 |
Ideal for Bulk Material, High Elevation |
| Incline Conveyor |
Inclined |
200 |
3.5 |
Handling Different Elevations, Smooth Operation |
| Pallet Conveyor |
Pallet |
600 |
1.0 |
Heavy Load, Stable Transport |
| Magnetic Conveyor |
Magnetic |
200 |
2.0 |
Ideal for Metal Parts, High Precision |
Maintenance Best Practices for Optimal Conveyor Performance
Maintaining a conveyor system is crucial for its efficiency and longevity. Regular inspections help identify wear and tear on belts, rollers, and motors. Operators should check for misalignments that can lead to increased friction and energy usage. Every part must work in unison. A small malfunction can disrupt the entire process.
Lubrication is another key aspect. Apply the right lubricant to moving parts. Over-lubrication can attract dust, while under-lubrication may cause wear. Pay attention to drive chains and sprockets. They require consistent maintenance to prevent premature failure.
Training staff on proper operation and maintenance is vital. Employees should understand how to recognize early signs of issues. Taking proactive measures is better than waiting for breakdowns. This training can create a culture of accountability and care within the workplace. It fosters a deeper understanding of the system's needs and enhances overall performance.